Главная страница сайта
Российские промышленные издания (узловые агрегаты)
1 ...
12 13 14 [
15 ]
16 17 18 периментальным путем и зависит от скорости вращения трущихся поверхностей и материалов. Из камеры 3 производится отбор утечек жидкости. Иногда вместе с пружиной применяется гидравлический поджим уплотнения. В этом случае в камеру 7 подается масло под давлением.
Для торцовых уплотнений окружная скорость в местах контактирования не должна превышать 10-15 м1сек. Зазор между стальной втулкой и валом должен быть выдержан по диаметру в пределах 0,01-0,035 мм. Уплотнение, изображенное на фиг. 72, г, работает хорошо на давлениях жидкости до 15 кПсм. В связи с тем, что уплотнение не является герметичным камера 3 и отводная трубка из камеры должны рассчитываться на утечки по кольцевому зазору по формуле
где р - разность между давлением среды и уплотняемым пространством в кПсм; Z - диаметральный зазор в см; d - диаметр уплотняемого звена в см;
ц - абсолютная вязкость уплотняемой среды в кГсек/см; I - перекрытие (длина втулки) в см. Эта формула применима только при / > 2 мм. Обычно перед торцовым уплотнением ставится войлочное кольцо 8 для предотвращения попадания посторонних частиц в насос. Момент трения войлочного кольца рассчитьшается по формуле
М' = 0,02d кГсм,
где d - диаметр вала в см.
Кроме пары трения стали марки 20 по чугуну марки СЧ21-40, применяются пары трения бронзы по стали твердостью Rc в пределах 58 - 62. Хорошо показали себя втулки из смеси бронза-графит по чугуну марки СЧ 21-40.
Для уплотнений с гидравлическим поджимом при давлении уплотняемой среды 5 кГ/см, удельное давление на поверхность контакта выбирается в пределах 4-6 кГ/см для масла марки Индустриальное 20 .
При необходимости обеспечения полной герметичности применяется конструкция торцового уплотнения, изображенная на фиг. 72, д. В таком уплотнении герметичность достигается путем прижима сильфонов 1 и давлением уплотняемой среды уплотнительного кольца 2 к торцу второго уплотнительного кольца 3, закрепленного на валу. Для дополнительного прижима иногда устанавливается пружина внутри или над сильфоном. Уплотнение показало хорошую работу на давлениях до 15 кГ/см.
К преимуществам торцового уплотнения приводного вала следует отнести способность его работы при высоких температурах, недифицитность материалов, где трущимися парами, как правило, являются сталь и чугун, возможность использования других мате-
риалов без изменения конструкции и наличие автоматической компенсации износа.
К недостаткам этого уплотнения относятся сложность конструкции, необходимость получения высокой точности при изготовлении деталей, крупногабаритность уплотнения и невозможность организации его централизованного изготовления.
Следует отметить также, что торцовые уплотнения весьма чувствительны к вибрациям и биениям, нарушающим герметичность.
При расчетах торцовых уплотнений максимальные скорости скольжения и удельные нагрузки, а также материалы пар трения выбираются по основным нормам, применяемым при расчетах подшипников скольжения.
В некоторых случаях для уплотнения приводных валов шестеренных насосов применяются резиновые уплотнения. Конструкция подобных уплотнений отличается простотой и малыми габаритами, а надежность такого уплотнения, в основном, зависит от материала и технолргии изготовления колец. На фиг. 72, е изображено одно из уплотнений приводного вала с применением резиновых уплотнительных колец. Рекомендуется применять канавки с прямоугольными боковыми сторонами. Твердость резиновых уплотнительных колец должна иметь 70 единиц по Шору. Движущаяся уплотняемая поверхность должна иметь чистоту Н^ = 0,4 мк, а твердость Rc 50 - 54. Одним из недостатков этого уплотнения является сравнительно большое трение и относительно быстрый износ.
В заключение следует заметить, что наиболее часто в шестеренных насосах применяются уплотнения манжетного типа или торцовые механические уплотнения.
Наличие большого количества разнообразных конструкций уплотнений приводных валов шестеренных насосов объясняется, в основном, отсутствием унификации и централизованного изготовления в необходимых количествах деталей уплотнения.
ГЛАВА IV
КОНСТРУКЦИИ СОВРЕМЕННЫХ ШЕСТЕРЕННЫХ НАСОСОВ, ПРИМЕНЯЕМЫХ В ГИДРОПРИВОДАХ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
При большом разнообразии конструктивных вариантов и технических характеристик шестеренных насосов требованиям станкостроения по срокам службы и стоимости удовлетворяют не многие из них.
В настоящей главе рассматриваются конструкции и технические характеристики шестеренных насосов, используемых и тех, которые могут найти по своим характеристикам применение в гидравлических приводах металлорежущих станков. -
1. ОБЩАЯ КОМПОНОВКА НАСОСОВ
Конструктивная компоновка шестеренных насосов выполняется в двух основных вариантах: с центрированием опор и шестерен в расточках корпуса и с фиксацией относительного расположения опор роторов и корпуса с помощью контрольных штифтов или шпилек.
Применение первого варианта компоновки обеспечивает строгое центрирование всех основных деталей насоса относительно отверстий под роторы в корпусе более простыми технологическими средствами. Однако при этом получение торцового зазора необходимой величины требует ужесточения допусков на размеры по ширине всех деталей, входящих в осевую размерную цепочку (колодец корпуса, уплотняющие втулки шестерни).
При втором варианте конструктивной компоновки насоса величина торцового зазора определяется лишь двумя размерами: шириной корпуса (глубиной колодца) и шириной ротора шестерни. Это значительно упрощает технологию получения торцового зазора требуемой величины. Недостаток этого варианта заключается в необходимости внедрения дополнительных технологических операций, обеспечивающих соосность расточек под роторы и опоры, так как опоры частично или полностью располагаются вне корпуса.
При компоновке деталей по первому варианту применяется обычно пакетный принцип сборки, т. е. когда в корпусе размещается комплект деталей насоса, предварительно смонтированных
на ведущем и ведомом валах. При этом применяются две разновидности корпусов открытого типа (с двумя крышками, фиг. 76) и полуоткрытого типа (с одной крышкой, фиг. 89).
Опорные втулки, размещаемые в корпусе, делают либо неподвижными, либо подвижными в конструкциях с гидравлической компенсацией торцовых зазоров.
Второй вариант компоновки применяется в нескольких модификациях, различающихся функциями уплотняющих пластин и местом их расположения (фиг. 73).
а) 6)
Фиг. 73. Примеры компоновки насосов.
По функциям уплотняющих пластин и местом их расположения имеются следующие модификации насосов:
1) с уплотняющими пластинами по форме наружных очертаний корпуса, размещенными между торцами корпуса и крышек. В корпусе полуоткрытого типа такая пластина только одна;
2) с уплотняющими пластинами, выполненными по форме расточек в корпусе (в форме цифры 8), которые размещаются внутри корпуса между торцами роторов и крышек (фиг. 73, б). В корпусе полуоткрытого типа такая пластина только одна;
3) с уплотняющими пластинами, выполняющими одновременно функции крышек с расточками под опоры (фиг. 73, в).
В каждой из перечисленных модификаций имеются, в свою очередь, различные модификации, которые характеризуются либо эксплуатационными требованиями (способом монтажа, габаритами и др.), либо требованиями технологического порядка.
Различия габаритных размеров шестеренных насосов, имеющих одинаковые технические характеристики в зависимости от компоновки деталей, показаны на фиг. 73.
На фиг. 73, а изображена многослойная конструкция шестеренного насоса с валами, вращающимися в подшипниках качения. Боковые уплотняющие пластины 2 - имеют конфигурацию, соот-
ветствующую конфигурации корпуса /. Длина этого насоса из трех модификаций, изображенных на фиг. 73, является наибольшей.
Фиг. 73, б представляет собой конструкцию насоса, в которой уплотняющие пластины 2 выполнены по форме цифры 8. Опорами валов здесь служат подшипники качения. Длина этого насоса несколько меньше, но изготовление уплотняющих пластин сложной формы представляет определенные технологические трудности.
Применение подшипников скольжения и использование крышек 3 в качестве уплотняющих пластин (фиг. 73, е) приводит к значительному сокращению длины насоса и уменьшению его веса, но вызывает дополнительные технологические трудности, связанные с необходимостью обеспечения работоспособности подшипников скольжения.
2. КОНСТРУКЦИИ ШЕСТЕРЕННЫХ НАСОСОВ СРЕДНЕГО Ч И ВЫСОКОГО ДАВЛЕНИЙ
ч - Двухроторные насосы на подшипниках качения
без гидравлической компенсации торцовых зазоров
На фиг. 74 изображена конструкция насоса, рассчитанного для работы на давление до 140 кГ/см (фирма Keelavite , Англия). Шестеренные насосы такой конструкции выпускаются производительностью в диапазоне 6-218 см/об, со скоростями вращения приводного вала от 1500 (для больших типоразмеров) до 6000 (для малых типоразмеров) об/мин. Насосы могут быть использованы в качестве гидродвигателей.
Конструкция этих насосов характеризуется применением подшипников качения высокой нагрузочной способности, изготовленных из высокопрочных материалов с большим содержанием вольфрама и использованием шестерен (роторов) с большим числом зубьев, позволяющим получить значительные размеры уплотняющих поверхностей. В конструкции осуществлена жесткая фиксация валов и шестерен в осевом направлении посредством затяжки двусторонних радиально-упорных подшипников, что обеспечивает постоянство торцовых зазоров между роторами и уплотняющими пластинами.
Корпус насоса 1 состоит из двух боковых уплотняющих пластин 2 и 10, передней крышки 3 и задней крышки 11, которые стягиваются винтами 12 и 13. Уплотнение стыковых поверхностей достигается посредством колец 14. Точность относительного положения деталей обеспечивается штифтами 15. Торцовые зазоры между роторами и уплотняющими пластинами в этой конструкции насоса находятся в пределах 0,02-0,025 мм; радиальные - в пределах 0,05-0,06 мм. Точная фиксация шестерен в осевом направлении, обеспечивающая равенство и постоянство торцовых зазоров, осуществляется путем пригонки размеров колец 17 и проставочных колец. Валы б и 7 (сделаны из сырой стали) вращаются в сдвоенных радиально-упорных шариковых подшипниках 18 с наружным разрезным кольцом и в роликовых подшипниках 4. Уплотнение 5 выходного вала манжетного типа. Входное и выходное отверстия размещены в задней крышке.
\ i . Ч 155
WD § 80
<tO
го о
Фиг 74.
Мощность на быходном Вали 5 Ю IS
1 1 | | | | | | | | | | |
25 гл | 375 5,1 | | | | | | | | | |
| | | | | | | | | | | | j | | | | | |
| | | | | | л | | | - =s | | - | | | | | |
| | | | | | | | | | ч > | ---- | | | | | | |
| | | | ->► | | -V S N | - | | | | | | | | | |
| | | | | | | | | | | | | | | |
| | | | | | | | К | | | | | | | | | |
-Z V | г | | | | | | - Ч | | limy | | | | |
| | | | | | | | | |
| | | | | | | | | | | | | | | |
| | | | | | | | | | | | | | | | | |
| | | | | | | | | | | | | |
| | | | | | | | | | | | | | | | |
| | | | | | | | | | | | | | | 11 |
то 1500
гооо 2500 прб/тн
to 20 30 40 50 60 Подабаепый рас№д/нидксши
Фиг. 75
70 л/миь
Недостатками этой конструкции являются технологическая сложность получения соосности расточек под роторы и опоры и трудность достижения точной осевой посадки роторов в колодце корпуса, осуществляемой посредством подгонки размеров проставочных колец.
Насосы этой конструкции по сравнению с другими аналогичными насосами обладают большими габаритами и весом. Цилиндрическая форма корпуса, уплотняющих пластин и крышек, применяемых в насосах этой фирмы, приспособлена к технологии сборки насосов, рассчитанной на использование специальных сборочных средств.
Разрез по Б В


Фиг. 76.
При испытаниях в ЭНИМСе насоса этой конструкции производительностью 70 л1мин при давлении 140 кПсм с применением масла вязкостью 2,5-2,8° Е была получена величина т)о, равная 0,75. Фирменные характеристики насосов Keelavite изображены на фиг. 75.
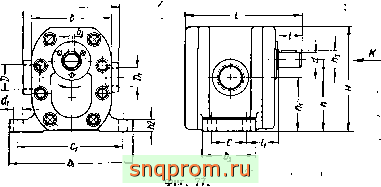
К рассматриваемой группе насосов относятся шестеренные насосы конструкции ЭНИМСа типа Г11-2, представляющие восемь типоразмеров производительностью 12-140 л1мин. Наибольшее рабочее давление всех типоразмеров насосов составляет 35 кПсм (при долговечности 5000 час). На фиг. 76 изображена общая для всех типоразмеров конструкция насоса типа Г11-2. Габаритные размеры всей гаммы насосов этого типа показаны на фиг. 77 и в табл. 7.
В расточках чугунного корпуса / (фиг. 76) смонтированы четыре уплотняющие втулки 2, изготовленные из антифрикционного чугуна. В уплотняющих втулках расположены игольчатые подшипники 3, являющиеся опорами ведущего 4 и ведомого 5 валов насоса. Шестерни 8, выполненные из стали 40Х, закаленные и шлифованные с числом зубьев, равным 12, посажены на валы (каждая посредством двух шпонок) и зафиксированы в осевом направлении пружинными кольцами 7 и распорными кольцами 6. С торцов корпус закрыт
Таблица 7
Наименование насосов
Размеры в мм
I г.
Г11-22А
Г11-22
Г11-23А
Г11-23
Г11-24А
Г11-24
35,5
Г11-25А
Г11-25
Наименование насосов
Размеры в мм
Г11-22 А
Г11-22
55,5
18,2
KVi
16С
Г11-23А
Г11-23
63,25
20,1
18С
Г11-24А
Г11-24
24,4
22с
ГП-25А
85,5
П1-25
30,7
/CIV2
28С
крышками 9 и 10. В расточку передней крышки 9 запрессована уплотняющая манжета И из маслостойкой резины На привалоч-ном торце задней крышки 10 имеется канавка 12, предназначенная для отвода утечек жидкости в камеру всасывания. Радиальное и осевые отверстия в валах служат для отвода утечек из передней части корпуса.
Широкая камера всасывания 13 обеспечивает хорошие условия всасывания. Камера нагнетания 14 выполнена в виде узкой щели, длина которой соответствует ширине роторов. Во избежание возникновения в защемленном междузубовом пространстве кавитации, 158
оно соединяется с камерой нагнетания до момента выхода из зацепления одной из двух пар одновременно зацепляющихся зубьев. Для этой цели служит канавка 15, профрезерованная на внутренних торцах уплотняющих втулок 2.
Вид по стрелке к -В
Испытания насосов типа Г11-2 на величину объемного к. п. д., проведенные после более чем 3000 час. работы (из них почти 1000 часов непрерывной) показали следующие их значения:
Марка насоса | Производительность в л/мин | 1о | |
Г11-25 | | 0 97 | 0 85 |
Г11-24 | | 0 92 | 0,83 |
Г11-23 | | 0 82 | 0,73 |
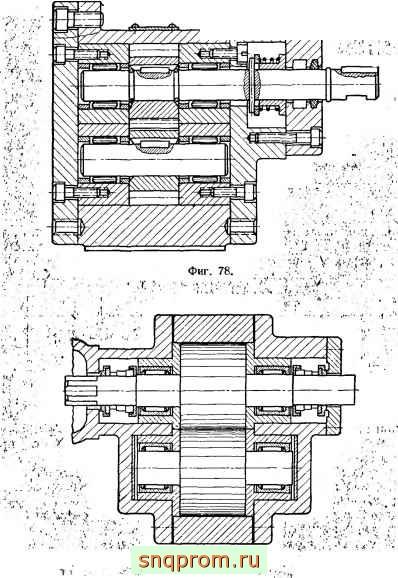
До последнего времени Харьковским заводом Гидропривод для нужд станкостроения выпускались шестеренные насосы, конструкция которых изображена на фиг. 78. Недостатком этой конструкции являются низкое рабочее давление (до 13 кГ/см) и сложность изготовления, требующая тщательной селекции игл при сборке игольчатых подшипников.
К насосам рассматриваемой группы относятся конструкции, изображенные на фиг. 79 и 80, в которых в качестве опор использованы игольчатые подшипники.
В насосе с утолщенными прокладками (фиг. 81) опорами валов служат двухрядные шариковые подшипники.
Наибольшее рабочее давление (при долговечности порядка 5000 час) составляет для всех упомянутых конструкций - 25-35 кГ/см.
Следует считать неудачным конструктивное решение (фиг. 80), в котором восприятие радиальных усилий привода возлагается на игольчатые подшипники, весьма чувствительные к различного рода перекосам, в результате чего они быстро выходят из строя.
л 159
 1
1 ...
12 13 14 [
15 ]
16 17 18